DIECASTING
ダイカスト





身近なダイカスト
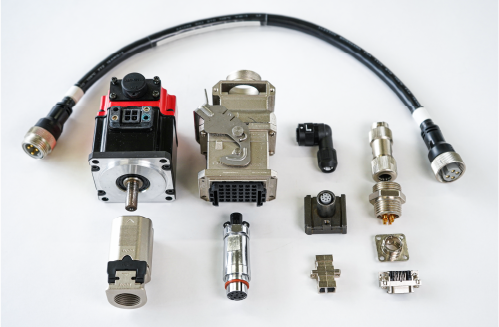
ダイカストは金型に金属を流し込み鋳造を行います。生産性が高く、鋳肌が綺麗であるといった特徴があり、特にアルミダイカストは日常生活で使われる道具にも様々な形で使われています。
自動車部品製造などにも使用されている高品質かつ寸法制度の高い製品として知られるダイカストですが、皆様の身近にも多くのダイカストが使用され、暮らしを支えています。
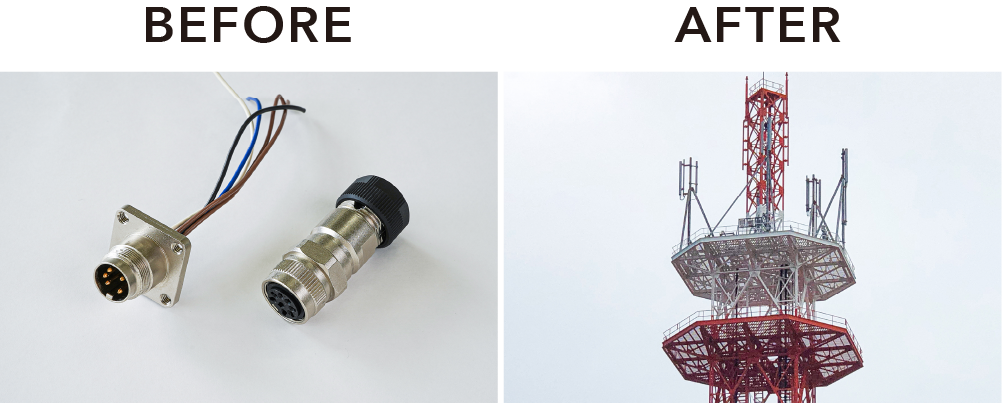
コネクタは携帯基地局に使用されております。鉄塔周囲に立っているアンテナ下部に取り付けてられており、防水性を有しています。
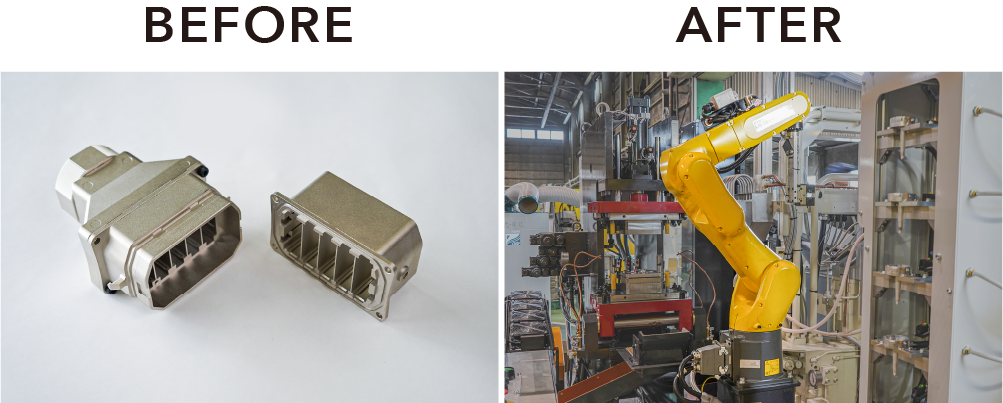
コネクタはロボットアーム台座部分に装着されています。数十本の信号線を集約するための産業用防水角型コネクタとなっています。

亜鉛レバーは小型船舶の操縦席ハンドルレバーとして取り付けられています。

金属ケースは自動販売機のお札入れとして取り付けられています。
ダイカスト用語集
本用語集は約600用語あります。検索したい用語がある場合は以下の方法をお試しください。
パソコン(Microsoft Edge、Google Chrome等)での閲覧の場合は、お好みのタブをクリックし、項目を表示した上で、ページ内検索機能(Ctrl+F)をお使いください。
スマートフォン/タブレット端末での閲覧の場合につきましては、お好みのタブをクリックし、項目を表示した上で、以下の方法をお試しください。
<iPhoneのSafariの場合>
- 「アドレスバー」をタップ
- 検索する文字列を入力
- 表示された候補の一番下の、「 ”○○”を検索 」をタップ
<AndroidのGoogle Chromeの場合>
- 画面右上の、点が縦に3つ並んだボタン「 ︙ 」をタップ
- 表示された画面内の「ページ内を検索」をタップ
- 検索する文字列を入力
※社団法人ダイカスト協会 ダイカストの標準<用語集>より引用
| ダイカストマシン | die casting machine | 金型を締付け、また、開くための型締部、溶湯を金型内に圧入するための射出部、製品を金型から押出すための装置を備え、さらにこれらを作動、もしくは制御するための油圧装置、電気装置などを持つ鋳造機械。 |
| コールドチャンバーダイカストマシン | cold chamber die casting machine | 加圧室が溶湯の中にないダイカストマシン。 |
| ホットチャンバーダイカストマシン | hot chamber die casting machine | 加圧室が溶湯の中にあるダイカストマシン。 |
| 型締部 | clamp unit; locking device; die locking device | 金型の開閉を行う部分。 |
| 型締力 | locking force; clamping force; die locking force | 金型を締め付ける力、ニュ ートン (N) で表示する。一般にダイカストマシンのサイズ表示として用いる。 |
| テンションメーター(ロードメーター) | tension meter; load meter | タイバーの伸びを測定して型締力を表示する装置。 |
| 型開力 | die-opening force | ダイカストマシンが金型を開くための力。又は、鋳造圧力によって溶湯が射出完了時に金型を開こうとする力。 |
| 可動盤(可動ダイプレート、可動プラテン、移動ダイプレート) | moving platen; movable platen | 可動金型を取り付けるための鋳造機側のブロック状の盤で金型開閉の役割を有する。 |
| 固定盤(固定ダイプレート、固定プラテン) | stationary platen; fixed platen | 固定金型を取り付けるための鋳造機側のブロック状の盤。 |
| 移動脚(摺動脚) | moving foot; slidingfoot; shiding shoe | 可動盤の下に固定され、その質量を支えて可動盤すべり板の上を移動する脚。 |
| ダイプレート寸法 | size of die platen; platen size | ダイプレートの大きさ縦寸法と横寸法で表す。 |
| リンクハウジング | back platen; rear platen; link housing | 型締シリンダーとトグル機構の取付盤。 |
| タイバー | tie bar | 固定盤とリンクハウジングの間にあって、可動金型の開閉及び型締力を受けるために案内支持するロッド。一般的には 4 本のロッドで支持する。 |
| タイバーナット | tie bar nut | 固定盤とリンクハウジング間のタイバーを両側面から締め付けるためのナット。 |
| タイバー直径 | tie bar diameter | タイバーの外径寸法。 |
| タイバー間隔 | space between tie bars tie-bar spacing | タイバー間の内側寸法、縦寸法と横寸法で表す。 |
| ストローク(型開きストローク) | die stroke; die opening stroke | 可動盤の最大移動(可動金型の最大開閉)ストローク 長さ。(直圧式の場合は鋳造時の実ストロークをいう) |
| ダイハイト | die height; die thickness | ダイカストマシンを型締した状態における固定盤と可動盤間の寸法(金型限さ)で、取り付ける金型に合せて調整する。取り付けることができる金型厚さの最大寸法は最大ダイハイト、最小寸法は最小ダイハイトという。 |
| 金型最大厚さ | maximum die thickness; maximum die height | ダイカストマシンに取り付けることができる金型厚さの最大寸法。 |
| 金型最小厚さ | minimum die thickness; minimum die height | ダイカストマシンに取り付けることができる金型厚さの最小寸法。 |
| 金型厚さ調整装置 | die height adjustment device | トグル式ダイカストマシンにおいて、金型厚さに合わせて固定盤と可動盤との間の距離を調整する装置で、金型の寸法よりわずかに小さく調整することにより、所定の型締力を得る。 |
| 型締シリンダー | die closing cylinder; die-clamping cylinder; die-locking cylinder | 金型の開閉シリンダー。 ピストンロッドを介して、可動盤を移動させ、締め付けるためのシリンダー。 |
| トグル機構 | toggle link mechanism | 小さなシリンダーで大きな型締力を得、それを保持する機構である。具体的には二つのリンクの接合点を側面から押し広げるとき、リンクの軸方向に発生する力は二つのリンクの間の角度が180゜に近づくにつれて大きくなる。 |
| リンク(トグルリンク) | toggle link | トグル機構の一部で、クロスヘッドと可動盤及びクロ スヘッドとリンクハウジングとを接続し、型締力を発生させる部品。 |
| リンクピン(トグルピン) | link pin; toggle pin | 各リンクの接合部に挿入されている軸受けピンをいう。 |
| リンクピンプッシュ(トグルピンブッシュ) | link pin bushing | リンクの摩耗を防ぐため、トグルピン用の穴に圧入されている円筒形状の軸受けプッシュをいう 。 |
| クロスヘッド | cross head | トグル機構の一部で、型締シリンダーとトグルリンクとを接続し、型締シリンダーの力をトグルリンクに伝達する部品をいう。 |
| ガイドバー | cross head guide bar; guide bar | クロスヘッドの動きを案内する軸受けロッド。 |
| 可動盤滑り板(摺動板) | hardened slideway | 可動盤が前進、後退するときの案内用受け板をいう。 |
| Tみぞ | T slot | 可動盤及び固定盤の面に金型を固定するために設けられたT形をしたみぞをいう。 |
| 低圧型締め | low pressure die closing | 型締めにおいて、可動型が固定型に接近するとき、設定した距離までは低い型締力しか発生しないような低圧カで作動し、設定した距離以内に接近したときは、定格の型締力を出すようにした型締方式で、金型が異物などをはさんだとき、金型を損偽するのを防止する。 |
| 押出力 | ejection force | 押出ロッドを介して押出板を前進させるための押出シリンダー出力をいう。 |
| 油圧押出し | hydraulic ejection | 押出ロッドを介して押出板を移動させるための押出シリンダーに油圧を利用する方法をいう。 |
| バンパー押出し | bumper ejection | 型開きの動作を利用した製品押出しの方法をいう。 |
| 押出シリンダー | ejector cylinder | 押出ロッドを介して押出プレートを移動させるためのシリンダーをいう。 |
| 押出ストローク | ejector stroke; ejection stroke | 押出シリンダーのストローク長さをいう。 |
| 押出ロッド | ejector rod | 金型の押出板へ押出力又は引きもどし力を伝えるロッドをいう。 |
| 押出ロッド穴 | ejector rod hole | 押出ロッドを介して、押出板を移動させるために、可動盤に設けた押出ロッド用の穴をいう。 |
| 押出プレート(押出バンパープレート) | ejector plate | 押出シリンダーから押出ロッドを介して押出力又は引きもどし力を伝える板。 |
| ドライ連続サイクルタイム(ドライサイクルタイム) | dry cycle time in continuous operation; dry- cycle time | 定格型締力を加えるようにしたうえで、ダイカストマシンを連続運転したとき、各シリンダーの動作時間の合計に油圧バルブの切換時間、電気制御回路の反応時間などを含め、さらにアキュムレータの充填時間を加えた1サイクル当りに要する時間。 |
| 型締動作時間 | die locking time; die-dosing/locking time | 可動型が型締めのために動き始めてから型締めし、さらに定格型締力がかかるまでの時間をいう。 |
| 型開動作時間 | die opening time | 可動型が型開きのために動き始めてから型開きし終わるまでの時間をいう。 |
| 全押出動作時間 | ejection time | 押出装置が全ストロークを前進、後退するのに要する時間をいう。 |
| 自動潤滑装置 | automatic lubrication device | 油圧ポンプ、空気圧シリンダーなどによって自動的に連続又は断続して潤滑油を供給する装置をいう。 |
| 潤滑油 | lubrication oil; lubricating oil | ダイカストマシンの摺動部の潤滑の目的に使われる油をいう。 |
| ペースフレーム(マシンベース) | machine base frame | ダイカストマシンの型締、射出機構などを保持する台。 作動油タンクを内蔵する場合もある。 |
| 冷却水配管 | cooling water piping | 金型を冷却するための水を取り出すのに便利なように、多数のコックと取出口を設けた配管をいう。 |
| 冷却水受箱 | cooling water collecting box | 金型を冷却した後の水を受ける箱で、個々の冷却水量をみやすくしてあるもの。 |
| 射出部 | injection unit; shot end | 溶湯を金型内に圧入する機構で、射出タイバー、フレーム、射出シリンダー、アキュムレーター、プランジャーロッドなどで構成されている。 |
| 射出位置 | shot position | コールドチャンバーマシンではプランジャー位置、ホットチャンバーマシンではノズルの位置で、射出位置はそれぞれ固定盤の中心からの距離で表す。 |
| 射出力 | injection force | 射出シリンダー出力のことで、油圧圧力と射出シリンダーの断面積によって決まる。 |
| 鋳造圧力 | casting pressure; injection pressure; metal pressure; | 鋳物の単位面積に当たりに加わる計算上の圧力(射出力(kN) /プランジャーチップの断面積(㎡) |
| 可鋳面積 | castable area; maximum projected area | ダイカストマシンの型締力と射出圧力に応じた鋳造可能な最大投影面積。 |
| 空打ち | dry shot | ダイカストマシンの試運転又は性能確認を目的として、スリーブに溶湯を入れずに射出させる方法。射出速度が速い場合は機械部品を損傷させる危険があるため、スリーブ内にウエスなどを挿入して行うか、あるいはプランジャーロッドそのものを取り外して行う。 |
| 空打最大プランジャー速度 | maximum dry shot speed | 空打時における最大のプランジャー速度(空打最大射出速度)。 |
| 空打低速プランジャー速度 | slow approach dry shot speed | 空打時における低速領域のプランジャー速度(空打低速射出速度)。 |
| 空打高速プランジャー速度 | fast dry shot speed | 空打ち時の高速プランジャー速度(空打高速射出速度)が、きわめて短時間のうちに速度が変化するため、アナログ波形からデジタル値を求める場合、定義の仕方によってその値が変化してしまう。測定データをもとに、高速区間の平均速度を求める方法、加減速区間を除いて算定する方法などがある。 |
| 空打高速加速時間 | dry-shot acceleration time | 射出が高速へ切り換る際の加速時間で、空打ちの場合の値をいう 。 |
| 空打高速時間 | dry-shot high-speed time | 空打ち時における高速射出の時間をいう。 |
| 一段射出方式 | one stage injection system; single stage injection system | 一定の速度でプランジジャーが前進する射出方式をいう。 |
| 連続加速射出方式 | continuous-acceleration injection system | 射出の開始からプランジャーが連続的に加速を続ける射出方式。普通低速区間に用いられ時間に対するプランジャーの位置の軌跡を放物線(パラボラ)状になることから、パラショットと呼ばれることもある。 |
| 二段射出力式 | two stage injection system | 溶湯を金型に圧入するときに、プランジャーの速度を初め低速にし、途中から高速にする方式。空気の巻き込みを少なくするために高速切換え位置を調節できるようになっている。 |
| 高速切換位置 | high speed start position | プランジャーの前進途中において、低速から高速に切り換えするときの位置をいう。 |
| 三変化射出方式 | three-phase injection system | 溶湯を金型に圧入するときのプランジャーの速度を初め低速にし、途中から高速にして、最後に増圧をかける方式をいう。 |
| 多段変化射出方式 | multiphase injection system; multistage injection system | プランジャー速度を低速と高速の二段階だけでなく、 何段階にも変化させることを可能にした射出方式をいう。 |
| リアルタイムショット補正方式 | real-time shot control system | プランジャー速度、位置、圧力などの制御において、指令とその結果との差をなくすよう即座に補正を行う制御の方式をいう。 |
| 射出モニター装置 | injection monitor device | 射出工程中におけるプランジャーの速度・位置・圧力などを計測・表示する装置をいう。 |
| 射出シリンダー | injection cylinder; shot cylinder | プランジャーロッドを作動させるシリンダーをいう。 |
| 射出タイバー(サポートバー) | shot tie rod; support bar | 固定盤と射出部を接続し、射出力を受けるロッドをいう。 |
| 空打昇圧時間 | dry-shot pressure buildup time | 空打ち時にプランジャーが停止してから所定の圧力に到達するまでの時間をいう。 |
| 増圧器 | Intensifier, booster | シリンダーの面積比を利用して入口側圧力を、それに比例した高い出口側圧力に変換する装置をいう。 |
| 増圧機構 | intensifier; booster; intensification mechanism | ダイカストの内部品質を向上させるために、圧入した 溶湯にもう一段高い圧力を加える射出シリンダーの機構。増圧機構には増圧器内蔵方式、アキュムレータ一方式、ランアラウンド方式などがある。 |
| 増圧比 | intensifier ratio; intensification ratio | 増圧機構をもった射出装置における充填時の射出力と増圧時の射出力の比をいう。 |
| プランジャーストローク(射出ストローク) | injection plunger stroke; shot stroke | 射出シリンダーのストローク長さをいう。 |
| 射出ピストンロッド | injection piston rod; shot piston rod | 射出シリンダーによって発生した力をプランジャーロッドを介してプランジャーチップに伝達するシリンダー側のロッドをいう。 |
| プランジャーロッド | plunger rod | 射出ピストンロッドとプランジャーチップを連結するロッドをいう。 |
| プランジャーロッドカップリング | plunger rod coupling | 射出ピストンロッドとプランジャーロッドを接続するために使用される継ぎ手をいう。 |
| プランジャーチップ | plunger tip | 射出スリープ内の溶湯をキャビティ部に充填するため にプランジャーロッドの先端に取りつけられたチップをいう。 |
| リング付きチップ | plunger tip with rings | ピストンリングを有するプランジャーチップで、一般的にはホットチャンバーダイカストマシンに用いられる。 |
| プランジャーリング(ピストンリング) | piston ring; piston ring | プランジャーチップを射出するとき、スリーブとチップの隙間から溶湯の逆漏れを防ぐためにチップ側に装着されたリングをいう。 |
| プランジャーチップ径 | plunger tip diameter | プランジャーチップの外径。 |
| チップ突出寸法 | Plunger penetration; follow through length of plunger; plunger jog stroke; tip protrusion | プランジャー前進限における、固定盤の金型取付面からチップ先端までの距離をいう。 |
| スリーブ | shot sleeve | プランジャーチップを介して溶湯を射出するための内 円筒形状のシリンダーをいう。 |
| ロケートリング | locating ring | ホットチャンバーダイカストマシンの固定盤に金型を位置決めするリングをいう。 |
| グースネックチップ(ノーズ) | gooseneck tip; nose | グースネックとノズルとの接合を容易にし、グースネック先端部の消耗を補う部品をいう。 |
| グースネック | gooseneck | ホットチャンバーダイカストマシンの射出機構の一部で保持炉溶湯中にあり、溶湯を射出するためのシリンダーの役目を持つとともに、プランジャーチップで射出された溶湯をノズルを介して金型に導く経路を有するガチョウの首のような形状をした射出部品をいう。 |
| グースネックノズル | gooseneck | ホットチャンバーマシンのグースネック又はグースネックチップと金型のスプルーブッシュとを接続する円筒形の部品をいう。 |
| ヨーク(ホットチャンバーマシン射出フレーム) | yoke | 射出シリンダーとグースネックとを装着した射出部を構成する鞍形のフレームをいう。 |
| スプルーカットプランジャー | counter plunger | ポーラック型のダイカストマシンにおいて、スプルーとビスケットを切り離すためのプランジャーをいう。 |
| 油圧回路(油圧系統) | hydraulic circuit | 各種の油圧機器と油圧配管で結合された油圧システムの回路をいう。 |
| 油圧回路図(油圧系統図) | hydraulic circuit diagram; hydraulic schematic diagram | 記号を用いて油圧回路を示した線図をいう。 |
| 油圧配管 | Hydraulic pipe line; hydraulic piping | 油圧回路内の各構成部品を連結して回路を構成し、作動油を流通させるための配管をいう。 |
| 摺動管 | teresopic tube | 長い作動工程を与えることができる伸縮自在のチュープ形の配管をいう。 |
| マニホールド | manifold | 内部に配管の役目する経路を形成し、外部に多数の分岐接続口を備えた集配ブロック又はアダプターをいう。 |
| 油タンク | hydraulic oil reservoir; oil tank | 油圧回路内での作動油の戻り及び供給用に貯蔵する容器をいう。 |
| 油タンク容量 | hydraulic oil reservoir capacity | 油タンク内に油を造正な油面計の高さまで入れたときの定格容量をいう。 |
| 作動油 | hydraulic operating fluid; hydraulic fluid, hydraulic oil | ダイカストマシンを作動させるための油圧機器及び油圧回路に使用する液体で、作動油には、鉱物油系と水、グリコール系のものなどがある。 |
| 難燃性作動油 | fire resistant fluid; fire-retardant fluid | 火災予防のために、着火しにくく、また火災が広がりにくい特性を有する作動油で、水・グリコール系が多く使用されているが、鉱物油系に比較して、防錆性、排液処理性に劣る。 |
| 油面計 | oil level gauge; sight gage | タンク内の作動油鼠を計測する計器で、油面の高さを目視で確認する方法となっている。 |
| 油温計 | oil temperture gauge | タンク内の作動油の温度を計測する計器をいう。 |
| 給油口 | hydraulic oil supply inlet | タンクに作動油を供給する口をいう。 |
| 通気口(エアブリーザー) | breather | 油圧回路の油圧源部の作動油の背圧をなくすために作動油タンク内を大気に開放しているフィルター付きのロをいう。 |
| アキュムレーター | accumulator | ダイカストマシンの射出に当たって、溶湯の圧入の瞬間に大きな射出力と速度を必要とするため、1サイクル毎に動作の停止時間を利用して、エネルギーを蓄積(加圧)保持するための高圧窒素ガスを封入した容器(装置)をいう。 |
| ピストンアキュムレーター | piston type accumulator | アキュムレーター内で、窒素ガスが作動油側に流出しないようにするために、ピストンでシールする構造のアキュムレーターをいう。 |
| ブラダー型アキュムレーター | bladder type accumulator | アキュムレーター内で、窒素ガスが作動油側に流出させないようにするために、窒素ガスをブラダー(ゴム袋) 内に封入した構造のアキュムレーターをいう。 |
| アキュムレーター圧力 | accumulator pressure | ダイカストマシンの射出を制御するアキュムレーター内の油圧力をいう。 |
| ベーンポンプ | vane pump | ケーシング(カムリング)に接しているベーン(羽根)を回転子内に持ち、ベーン間に吸い込んだ液体を吸込側から吐出側に圧送する形式のポンプをいう。 |
| サクションフィルター | suction strainer; oil filter | ポンプの吸込側に使用し、液体から異物をろ過する装置をいう。 |
| 高圧ゴムホース | high pressure rubber hose | 耐圧性のあるホースの両端に管継手の接続金具を装着したものをいう。 |
| オイルクーラー | heat exchanger | 作動油の昇温を抑制するために水を循環させて冷却する装置をいう。 |
| 圧力計 | pressure gauge | 作動油や空気などの流体の圧力を測定する計器をいう。 |
| ゲージコック | gauge cock | 圧力計の口元に取り付けて、通常は締めておき、油圧を測定するときだけ開閉する保護用のコックをいう。 |
| 流量調整弁(速度調整弁) | flow control valve; speed control valve | 油圧回路内でプランジャー、型締、押出、コアプラーなどの速度を調整するための弁をいう |
| 電磁パイロット切換弁(電磁弁,ソレノイドバルブ) | solenoid controlled pilot operated directional valve; solenoid valve | 電磁操作弁(電磁力によって操作される弁)及び電磁パイロット切換弁(電磁操作されるパイロット弁が一体に組み立てられたパイロット切換弁)の総称をいう。 |
| カートリッジ弁(ロジック弁) | cartridge valve | 流量制御弁や方向制御弁などの機能をインサート(主弁部)と種々の制御カバーの組み合わせで構成し、油圧制御弁システムとしてマニホールドブロック内に組み込んだ弁をいう。 |
| 比例電磁式制御弁 | proportional electro-hydraulic control valve | 圧力や流量を多段あるいは連続的に制御する弁で、内蔵又は別置きの専用コントローラが必要である。 |
| サーボ弁 | servo valve | 流れの方向とその流塁を連続的に制御する弁、専用のコントローラーが必要で、アクチュエーターに取り付けたセンサーの信号をフィードパックすることにより、精度の高い電気油圧サーボ機構を構成することができる。 |
| リリーフ弁 | relief valve | 回路の圧力が弁の設定値に達した場合、液体の一部又は全量をもどり側に逃がして、回路内の圧力を設定値に保持する圧力制御弁をいう。 |
| アンロードリリーフ弁(アンロード弁) | unloading relief valve; unloading valve | 一定の条件で、ポンプを無負荷にするために使用される弁。例えば、系統の圧力が設定値の圧力に達するとポンプを無負荷にし、また系統圧力が設定の値まで低下すれば再び系統へ圧力流体を供給する圧力制御弁をいう。 |
| チェック弁(チェックバルブ) | check valve | 一方向だけに流体の流れを通過させ、反対方向の流れを完全に阻止する弁をいう。 |
| 減圧弁 | pressure reducing valve; reducing valve | 流入口側の流量又は圧力にかかわりなく、流出口側圧力を流入口側圧力よりも低い設定圧力に調整する圧力制御弁をいう。 |
| カム操作弁 | cam operated valve | カムによって操作されるバルブで、安全装置などに使われる。 |
| 圧カスイッチ | pressure switch | 流体圧力が所定の値に達したとき、電気接点を開閉する機器をいう。 |
| Vパッキン | V-packing | 液体又はガスをシールするために使用するV字形形状のパッキンをいう。 |
| Oリング | O-ring | 液体又はガスをシールするために使用するリング状のパッキンをいう。 |
| 展開接続図 | electric circuit diagram; electric schematic diagram | 電気回路を図記号の結合で書き表したもので、電気装置の動きと回路の構成を表わす図面をいう。 |
| 電気回路 | electric circuit | 機械や設備を制御するための電気システムの回路をいう。 |
| 操作回路 | operating circuit; control circuit | 主回路(動力回路)に対して、操作用・制御用の回路をいう。 |
| 電磁制御盤(電磁制御箱) | electric control cabinet; control panel | 電源回路を構成するブレーカーやトランス、動力回路 を構成するマグネットスイッチ、操作回路を構成するプログラム(ロジック)コントローラ (PLC) などを収めた盤をいう。 |
| 操作盤(操作箱) | control station; operator’s panel | 操作スイッチを取り付けて、各種の電気的操作を行うようにした盤をいう。 |
| 電動機 | electric motor | 電力を機械的動力に変換する回転機械で、ダイカストマシンなどの油圧ポンプの駆動用に使用されている。 |
| 変圧器 | transformer | 電圧を変化させる装置をいう。 |
| リミットスイッチ | limit switch | アクチュエータの動作状態を機械的信号から電気的信号に変換するスイッチで、シーケンス制御における入力を構成する代表的な検出器である。レバー形、プランジャー形が多く用いられる。 |
| 近接スイッチ | proximity switch | リミットスイッチが検出対象のカムやドグに直接レバー又はプランジャーを接触させるのに対し、近接スィッチは検出対象に触れることなく動作する非接触の変位スイッチである。近接スイッチは磁気のエネルギーを利用しているため、検出対象は金属に限られる。 |
| リレー(継電器) | auxiliary relay | 小さな入力信号(電流)で、大きなあるいは多数の出力信号(電流)をON-OFF 制御するもので、電気回路の主要構成要素である。 |
| マグネットスイッチ(電磁開閉器) | magnetic switch | 電磁石を利用して小さな入力信号(電流)で、接点を開閉し、大電流をON-OFF 制御するコンタクター(電磁接触器)にサーマルオーバーロードリレー(過負荷継電器)を組み合せたもの。 |
| タイマー(限時継電器) | timer; time limit relay | 入力信号が ON (又はOFF) してから一定時間後に出力信号が ON(又は OFF) する継電器をいう。 |
| 切換スイッチ | change over switch; selector switch | 回路の切換に使用するスイッチをいう。 |
| 押ボタンスイッチ | push button switch | ボタンを押すことによって、回路の開閉を行う構造のスイッチをいう。 |
| 非常停止用スイッチ | emergency-stop push button switch; emergency-stop button; E-stop | 非常時などに機械設備を急停止させる押ボタンスイッチをいう。 |
| ロットランプ | lamp | 機器又は回路の通電状態を表示するためのランプをいう。 |
| 端子箱 | terminal box | 電気回路の中継のための端子を収容する箱をいう。 |
| 分岐箱 | junction box | ケーブルの分岐線を引き出す箱をいう。 |
| シーケンス制御 | sequence control | ダイカストマシンなどの機械装置を、あらかじめ決められた一定の順序(シーケンス)に従って動作するように制御する制御方法で、ロジック制御とも呼ぶ。 |
| インターロック | interlock | シーケンス制御において、機械装置を一定の順序に従って正しく動作させるために、その制御回路に組み込まれた各動作順序を規定する条件をインターロックと呼ぶ具体的には機械的故障の未然防止や安全上の理由からリミットスイッチなどによって アクチュエータの動作位置を確認することにより、他のアクチュエータを動作させるための条件とすることが多い。 |
| プログラマブル(ロジック)コントローラー | programmable logic controller | マイクロフロセッサーによって機械のシーケンス制御を行なう制御装置で、リレーやタイマーなど、制御回路に必要な機能を多数使用することができる。 |
| プリント板 | printed circuit board | プリント配線の形成された絶縁基板に電子部品を組み込んだものをいう。 |
| 手動運転 | manual operation | 作業者が切替えスイッチや押ボタンスイッチなどを操作することにより機械の各部分を動作させること。 |
| 自動運転 | automatic operation | 作業者が始動スイッチ又は押ボタンスイッチを操作した後は、一連の動作を自動的に行うもので、ワンサイクル自動運転と連続サイクル自動運転にわけられる。 |
| ワンサイクル自動運転 | One cycle automatic operation; semiautomatic operation | 作業者が始動スイッチ又は押ボタンスイッチを操作後、 肋作が一巡した時点で機械が停止する運転をいう。 |
| 運続サイクル自動運転 | continuous cycle automatic operation ; fully automatic operation | 作業者が始動スイッチ又は押ボタンスイッチを操作後、作業者が停止スイッチを押すまで繰り返し機械が動作する運転をいう。 |
| サイクルタイムコントローラ | cycle-time controller | 型温などの鋳造条件を所定の値に制御するために、鋳造のサイクルタイムを制御する装買をいう。 |
| 自動給湯装置 | automatic ladling unit; ladle device; automatic ladler; melt supply system | コールドチャンバーダイカストマシンにおいて、溶湯を保持炉からスリーブに自動的に供給するための装置で、ラドルによって機械的に湯を汲み上げ注湯する形式が多いが、空圧(ガス圧)ポンプや電磁ポンプによって、溶湯を直接スリーブに供給する装置もある。 |
| ラドル(湯汲み) | ladle | 保持炉から溶湯を汲み出す容器をいう。 |
| 湯面検知棒 | electrode bar; melt level sensor; metal probe | 湯面を検出する電極棒、ラドルを停止させたり、炉の湯面レベルを制御するために用いる。 |
| 自動プランジャーチップ潤滑装置 | automatic plunger lubricator | コールドチャンバーダイカストマシンにおいて、潤滑剤をプランジャー(チップ)部ヘダイカストマシンに連動して自動的に供給する装置をいう。 |
| プランジャー潤滑剤(プランジャー潤滑油) | plunger tip lubricant | コールドチャンバーダイカストマシンのプランジャーチップとスリープを潤滑する油をいう。 |
| 自動スプレー装置 | automatic spraying unit; spray device; automatic sprayer | 金型に離型剤を吹きつける作業をダイカストマシンに連動して自動的に行う装置をいう。 |
| スプレーガン | spray gun; atomizer | 離型剤とエアを混合する機能を内蔵し、ノズルの先端より霧状にして吹き出す機器をいう。 |
| エアブロー | air blow | キャピティ面、プランジャースリープにエアを吹きつける動作。離型剤の残り、鋳ばりなどを除去することを目的とする。 |
| ミキシングタイプスプレー装置 | mixing spraying unit; mixing type spray device | 離型剤とエアを霧状に混合する部分とノズル部分が分離されたスプレー装置。ノズルは一般に銅管を使用してしている。 |
| スプレーカセット | spray cassette | ミキシングタイプスプレー装置でスプレーガンに代わって使用され、アルミブロックなどに多数のノズルを備え、それぞれに対して離型剤とエアを混合する機能を内蔵したもの。 |
| 自動取出装置 | automatic product unloading unit; take-out device; automatic extractor | 金型が開いた後、製品を取り出す作業をダイカストマシンに連動して自動的に行う装置。ビスケットの部分などをつかみ、取り出す方法が一般的に使用されている。 |
| 製品確認装置 | product detector; part sensor | 製品が金型から取り出されたことを確認する装置をいう。 |
| 製品突落し装置 | knock out device | 金型から押出された製品を突き落とす装置をいう。 |
| 金型交換装置 | die changer | ダイカストマシンの固定盤と可動盤の間に、コンベアーシステムや走行台車などを使用し金型の搬出入を行う装置をいう。 |
| 金型クランプ装置 | die clamper | 固定盤及び可動盤に金型をクランプする油圧式の装置をいう。 |
| タイバー引抜き装置 | tie-bar draw out equipment; tie-bar pull | 金型交換時に、タイバーを押しボタン操作により引抜き、型交換を容易にする装置をいう。 |
| 押出板クランプ装置 ( C 板クランプ装置) | ejector-plate-clamping device | 金型の押出板とダイカストマシンの押出プレートとの連結を迅速に行う装置で油圧又はキーが用いられる。 |
| 金型迅速継手 | automatic multiple coupling | 金型冷却水や中子シリンダー用の油圧の接続を一括して自動着脱するようにしたもので,種々のカップリングを同一プレート上に配置し、そのプレートを移動させることにより、配管の一括自動着脱を可能にする。 |
| 自動インサート装置 | Automatic inserting device | ダイカストで鋳ぐるむための金具を自動的に金型にセットする装置をいう。 |
| 自動トリミング装置 | automatic trimming device; trim press | 自動取出装置により取り出したダイカストを、ダイカストマシンに連動して自動的にトリミングする装置をいう。 |
| 安全マット | safety mat | 人が乗ることによって、ダイカストマシンなどの設備が停止するような検知回路を内蔵したマットをいう。 |
| 安全プラグ | safety plug | 設備の危険領域に立入る際、入口の安全扉に設けたプラグを引きぬくことにより制御回路を遮断し、作業者の安全が確保できるようにしたもの。 |